Mikrometr (przyrząd)
Mikrometr (także: mikromierz) – przyrząd pomiarowy służący do mierzenia wymiarów geometrycznych przedmiotów z materiałów twardych (np. stal, sztywne tworzywa sztuczne) z rozdzielczością rzędu 0,01 mm (z interpolacją wzrokową do 1 μm) lub 0,001 mm (mechaniczny lub cyfrowy).





Historia
edytujMikrometr został wynaleziony przez Włocha naturalizowanego w Polsce Tytusa Liwiusza Burattiniego w XVII wieku[1] (choć równolegle wynalazek mikrometru przypisuje się Anglikowi Williamowi Gascoigne jako ulepszenie suwmiarki Verniera)[2].
Mikrometr kabłąkowy z płaskimi powierzchniami pomiarowymi został opracowany przez Jeana Laurenta Palmera w 1848 r., a jego produkcję seryjną rozpoczęła w 1867 r. brytyjska firma BROWN & SHARPE. Zasadniczą częścią mikrometru jest precyzyjnie wykonana śruba mikrometryczna o skoku 0,5 mm (rzadziej 1 lub 2 mm) i zakresie 25 mm (czasem 50 mm). Według PN dopuszczalny błąd wykonania pary gwintowej (tzn śruby wraz z nakrętką) nie przekracza 4 μm/25 mm[3] co limituje osiąganą niepewność pomiaru przyrządów mikrometrycznych.
Typy mikrometrów
edytujDo podstawowych typów przyrządów mikrometrycznych należą:
- mikrometry do pomiarów zewnętrznych
- mikrometry kabłąkowe z płaskimi powierzchniami pomiarowymi o zakresie do 1 m ze stopniowaniem co 25 mm
- mikrometry kabłąkowe do pomiaru średnicy podziałowej gwintów
- mikrometry kabłąkowe do pomiaru grubości zębów i podziałki przyporu kół zębatych
- mikrometry kabłąkowe do pomiaru grubości ścianek rur
- mikrometry kabłąkowe ze zmniejszonymi powierzchniami pomiarowymi do pomiaru wąskich wycięć
- mikrometry kabłąkowe do blach
- mikrometry kabłąkowe do drutu
- mikrometry kabłąkowe czujnikowe do szybkiego sprawdzania odchyłek (nie należy ich mylić z transametrami (passametrami) oraz sprawdzianami szczękowymi czujnikowymi)
- mikrometry kabłąkowe do narzędzi 3, 5 i 7-ostrzowych (np. gwintowniki)
- mikrometry do pomiarów wewnętrznych
- mikrometry szczękowe (wewnętrzne) o zakresach 5–30 i 30–55 mm
- średnicówki mikrometryczne dwupunktowe stałe i składane o zakresie od 40 mm do 1,5 m
- średnicówki mikrometryczne trójpunktowe o zakresach od 3,5 do 300 mm
- mikrometry do pomiaru szerokości rowków
- głębokościomierze mikrometryczne
- wysokościomierze mikrometryczne
- mikrometry do wbudowania tzw. głowice lub śruby mikrometryczne, mogą służyć do wielu celów (przyrządy kalibracyjne i pomiarowe specjalne, lub jako precyzyjny posuw np. do przesuwania obiektów obserwowanych przez mikroskop).
Budowa i działanie
edytujDziałanie mikrometru opiera się na użyciu śruby mikrometrycznej oraz noniusza (oprócz głównego może też być drugi, dodatkowy, gdy przyrząd mierzy co do 0,001 mm albo modele calowe 0,0001"). Śruba mikrometryczna to bardzo precyzyjnie wykonana śruba o skoku gwintu 0,5 lub 1 mm połączona z bębnem mikrometru, na obwodzie którego wygrawerowano podziałkę (noniusz). Z bębnem mikrometru połączone jest sprzęgłem zapadkowym (lub ciernym) pokrętło zapewniające odpowiedni, stały docisk szczęk (na fotografii to mniejsze pokrętło, ale występują modele, gdzie jest odwrotnie). Nieodpowiedni docisk powoduje znaczne niedokładności pomiaru. Istniały też mikromierze bez sprzęgła, gdzie operator musiał mierzyć "na wyczucie".
Szczęki mikrometru to:
- szczęka stała
- młoteczek – szczęka ruchoma będąca przedłużeniem śruby mikrometrycznej lub z nią połączona
Najczęściej stosowane są przyrządy mierzące z dokładnością nieco mniejszą tj. do 0,01 mm. Poniższy opis dotyczy przyrządów pokazanych na fotografiach. Przy skoku gwintu śruby 0,5 mm, dla rozsunięcia szczęk na odległość 1 mm, pokrętło musi wykonać dwa pełne obroty. Skala pozioma (podstawowa) składa się z linii poziomej rozdzielającej dwie podziałki milimetrowe. Nad linią jest umieszczona jedna podziałka milimetrowa, pod linią druga identyczna, ale przesunięta o 0,5 mm w stosunku do górnej. Na obwodzie bębna znajduje się skala noniusza z podziałką od 0 do 49. W stanie kiedy szczęki mikrometru przylegają do siebie, krawędź bębna pokrywa się z zerową kreską podziałki, natomiast zerowa kreska noniusza pokrywa się z poziomą linią rozdzielającą podziałki milimetrowe na skali podstawowej. Odczyt w tym położeniu wynosi więc 0,0. Podczas pomiaru należy mierzony przedmiot umieścić między szczękami, lekko dokręcić bęben i ostatecznie dokręcić przy użyciu pokrętła, aż do momentu kiedy słychać przeskakiwanie zapadki sprzęgła. Na poziomej skali odczytuje się wymiar z dokładnością do 0,5 mm. Miejsce odczytu wskazuje krawędź bębna. Punkt podziałki noniusza (od 0 do 49), który pokrywa się z poziomą linią na podziałce podstawowej daje odczyt dodatkowy. Pełny odczyt daje suma obydwu odczytów.
Niektóre mikrometry zawierają też dodatkowe pokrętło lub śrubę dociskową do blokowania nastawy mikrometru.
Przy wzorcowaniu przyrządów mikrometrycznych wyznacza się następujące parametry (w zależności od przyrządu):[4]
- odchyłka płaskości powierzchni pomiarowych płaskich (wrzeciona, kowadełka i talerzyków pomiarowych, w głębokościomierzu mikrometrycznym dodatkowo odchyłka płaskości stopy[5]) - za pomocą płaskich płytek interferencyjnych[4]
- odchyłka prostoliniowości krawędzi pomiarowych (mikrometry wewnętrzne)
- odchyłka równoległości pomiędzy powierzchniami pomiarowymi - za pomocą płaskorównoległych płytek interferencyjnych[4]
- nacisk pomiarowy minimalny i maksymalny
- błędy wskazań przyrządów mikrometrycznych
- zakres rozrzutu wskazań czujnika mikrometru z wbudowanym czujnikiem (tylko mikrometry czujnikowe[6])
W średnicówkach mikrometrycznych dwupunktowych[7] i trójpunktowych[8] jedynymi wyznaczanymi parametrami są: nacisk pomiarowy minimalny i maksymalny oraz błędy wskazań.
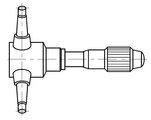
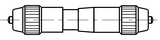
- Niektóre rodzaje mikrometrów:
-
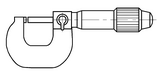 do pomiarów zewnętrznych
do pomiarów zewnętrznych -
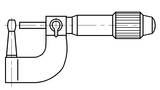 do grubości ścianek rur
do grubości ścianek rur -
 do pomiaru głębokości
do pomiaru głębokości -
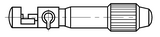 do pomiaru grubości drutu
do pomiaru grubości drutu -
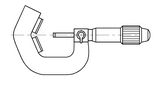 do pomiaru narzędzi trójostrzowych
do pomiaru narzędzi trójostrzowych -
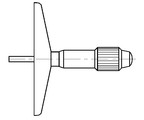
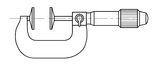 do pomiaru kół zębatych
do pomiaru kół zębatych -
 do trójpunktowego pomiaru otworów
do trójpunktowego pomiaru otworów -
 do pomiaru dwupunktowego dużych otworów
do pomiaru dwupunktowego dużych otworów -
 do dwupunktowego pomiaru otworów
do dwupunktowego pomiaru otworów -
 do wbudowania w urządzenie
do wbudowania w urządzenie







Przypisy
edytuj- ↑ Orłowski 2001 ↓, s. 25.
- ↑ A Description of an Instrument for Dividing a Foot into Many Thousand Parts, and Thereby Measuring the Diameters of Planets to a Great Exactness, &c. as It Was Promised, Numb. 25. In: Philosophical Transactions. Band 2, Nummer 29, 11. November 1667, S. 541–556.
- ↑ PN-82/M-53200 Przyrządy mikrometryczne. Wymagania
- ↑ a b c Wzorcowanie mikrometrów zewnętrznych i wewnętrznych (Akredytacja PCA) - KUM ŁÓDŹ [online], www.kumlab.eu [dostęp 2016-07-03].
- ↑ Wzorcowanie głowic i głębokościomierzy mikrometrycznych - KUM ŁÓDŹ [online], www.kumlab.eu [dostęp 2016-07-03].
- ↑ Wzorcowanie mikrometrów z wbudowanym czujnikiem i transametrów (passametrów) - KUM ŁÓDŹ [online], www.kumlab.eu [dostęp 2016-07-03].
- ↑ Wzorcowanie średnicówek mikrometrycznych dwupunktowych - KUM ŁÓDŹ [online], www.kumlab.eu [dostęp 2016-07-03].
- ↑ Wzorcowanie średnicówek mikrometrycznych, czujnikowych trójpunktowych - KUM ŁÓDŹ [online], www.kumlab.eu [dostęp 2016-07-03].
Bibliografia
edytuj- Bolesław Orłowski: Tytus Liwiusz Burattini. [w:] Inżynierowie polscy XIX i XX wieku, 100 najwybitniejszych polskich twórców techniki (red. Józef Piłatowicz) [on-line]. Polskie Towarzystwo Historii Techniki, 2001. s. 24 - 26. [dostęp 2014-02-21]. (pol.).
- Praca zbiorowa: Mała encyklopedia metrologii. WNT, 1989. str. 210-211
- Jakubiec. W, Malinowski. J: Metrologia wielkości geometrycznych. WNT, 1989. str. 119-123